

Ang paggamot sa init ay isang pangunahing hakbang sa proseso ng aplikasyon ng pag -print ng 3D. Sa ngayon, anuman ang ginagamit na proseso ng pag -print ng 3D, nagsasangkot ito ng ilang mga pamamaraan sa iba't ibang mga degree, tulad ng paglilinis ng pulbos, pagsusubo, pag -post ng pag -post, hindi suportado, makintab, sandblasted, at may kulay. Ang paggamot sa init ay isang mahalagang hakbang din sa proseso ng aplikasyon ng mga naka -print na bahagi ng 3D, at maaaring kumuha ng iba't ibang mga form depende sa inaasahang mga resulta, mga materyales na ginamit, at ginustong teknolohiya.
Sa additive manufacturing, ang mga ginawa na bahagi ay apektado ng iba't ibang mga temperatura at sumailalim sa higit pa o hindi gaanong mahalagang yugto ng pag -init at paglamig depende sa napiling proseso ng pag -print. Ang mga yugto na ito ay may direktang epekto sa mga bahagi na nag -iipon ng natitirang stress. Ang paggamot sa init pagkatapos ng pag -print ay mahalaga dahil hindi lamang ito nag -aalis ng mga depekto ngunit nakakaapekto rin sa mga mekanikal na katangian ng mga bahagi, tulad ng baluktot na paglaban, pag -agaw, at kahit na pangwakas na katigasan.
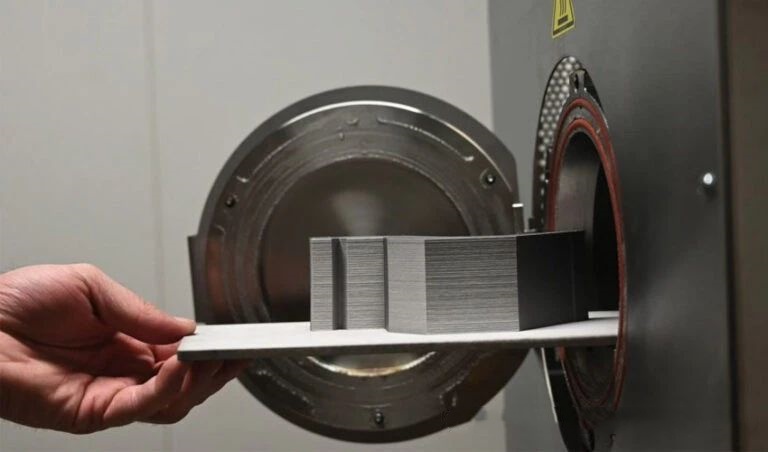
01. Sintering
Ang Sintering ay isa sa mga pamamaraan ng paggamot ng init na maaaring magamit sa additive manufacturing, mahigpit na pagsasalita, ito ay higit pa sa isang kritikal na hakbang sa proseso ng pagmamanupaktura sa halip na isang pamamaraan ng post-paggamot. Sa katunayan, ito ay isang kailangang -kailangan at mahalagang hakbang kapag gumagamit ng malagkit na pag -spray o iba pang hindi direktang pamamaraan ng pag -print ng 3D. Sa pamamagitan ng paggamit ng dalawang prosesong ito, ang mga berdeng bahagi na naglalaman ng mga inorganic o organikong binder ay maaaring makuha, na kasalukuyang tinanggal sa pamamagitan ng mga pamamaraan ng thermal degreasing, at pagkatapos ay metalurhiko na pag -bonding ng mga particle ng metal ay maaaring makamit sa mas mataas na temperatura.

Ang sintering furnace ay isang mahalagang kagamitan sa prosesong ito, at kasalukuyang vacuum o hurno ng sintering ng kapaligiran ay karaniwang ginagamit. Iniiwasan ng dating ang oksihenasyon ng mga bahagi sa mataas na temperatura sa pamamagitan ng mataas na vacuum, habang pinipigilan ng huli ang oksihenasyon ng mga bahagi sa pamamagitan ng pagbabawas ng kapaligiran. Sa panahon ng proseso ng pagsasala, ang temperatura ay karaniwang nakatakda nang bahagyang mas mababa kaysa sa temperatura ng pagtunaw ng materyal na ginamit. Ang proseso ng pagsasala ay maaaring mabawasan ang porosity ng bahagi at dagdagan ang tigas nito. Bilang karagdagan sa pagiging angkop para sa pag -print ng metal, ang proseso ng paggamot ng init na ito ay angkop din para sa pag -print ng ceramic.
Ang pag -urong at pagpapapangit ay mga mahahalagang isyu na dapat matugunan sa yugtong ito. Sa panahon ng proseso ng pagsasala, ang pag -alis ng binder ay unti -unting sinakop ang walang laman na puwang ng materyal na pulbos, na mababawasan ang laki ng orihinal na bahagi. Sa kasalukuyan, karaniwan na upang matiyak ang pangwakas na laki ng mga bahagi sa pamamagitan ng pre-pinalaki ang mga sukat at gayahin ang mga ito, habang nangangailangan din ng ilang mga pamamaraan sa pagproseso ng post.
02. Polymer Post Curing
Sa kasalukuyan, ang pag -print ng photopolymer 3D ay nangangailangan din ng pag -post sa pag -post upang mapagbuti ang pangwakas na pagganap nito, na kung saan ay isang hardening o curing yugto. Ang dagta ay binubuo ng ilang mga monomer na hindi konektado nang magkasama sa likidong estado. Kapag nakalantad sa isang mapagkukunan ng UV, ang mga magkaparehong monomer na ito ay magkasama upang mabuo ang nais na mga sangkap. Gayunpaman, pagkatapos ng pag-print, ang ilang mga lugar ay maaaring hindi makamit ang pinakamainam na pag-link sa pag-link, na nagdudulot ng panganib na mapinsala ang pangkalahatang paglaban ng sangkap ng pag-print. Ito ay kung saan ang hakbang ng hardening ay naglalaro, dahil kumpletuhin nito ang reaksyon ng crosslinking.

Matapos malikha ang bahagi, linisin upang alisin ang labis na hindi photopolymerized dagta. Pagkatapos ang mga bahagi ay maaaring mailagay sa mga angkop na makina - karaniwang, ang mga tagagawa ng resin ng 3D na printer ay nagbibigay ng mga istasyon ng pagpapagaling. Ito ay isang silid ng UV na maaaring magpapatigas ng mga nakalimbag na sangkap at bigyan sila ng kanilang pangwakas na mga pag -aari. Binabawasan nito ang kahinaan nito at pinapababa ang panganib ng pinsala. Maaari ring ayusin ng paggamot ang kulay ng dagta, ginagawa itong mas ligtas upang hawakan. Ang mga bahagi ay may mas malakas na lakas sa paglipas ng panahon, na mahalaga sa maraming larangan.
Ang uri ng dagta na ginamit o ang laki ng mga bahagi ay direktang makakaapekto sa hakbang na ito ng paggamot sa init. Sa karamihan ng mga kaso, mas malaki ang bahagi, mas mahaba ang kinakailangang oras ng paggamot.
03. Pag -anunsyo sa pag -print ng 3D
Ang paraan ng paggamot ng init na ito ay naglalantad ng mga naka -print na sangkap ng 3D sa isang tiyak na temperatura, na nakasalalay sa mga materyales na ginamit. Pagkatapos ng pag -init, unti -unting cool upang madagdagan ang lakas nito. Ito ay isang malawak na ginagamit na teknolohiya para sa mga metal. Ang ilang mga plastik ay maaari ring sumailalim sa pagsusubo na ito, tulad ng PLA at PETG. Para sa iba pang mga thermoplastic na materyales, tulad ng ABS, hindi ito angkop dahil ang init ay madalas na nagiging sanhi ng labis na pag -war o pagpapapangit.
04. Mga Paraan ng Paggamot ng Metal Heat
Ang Stress Relief Annealing ay isa sa mga karaniwang ginagamit na pamamaraan ng paggamot ng init para sa pag -print ng metal 3D, at ang natitirang stress ay isang hindi maiiwasang produkto ng mabilis na pag -init at paglamig, na kung saan ay isang likas na katangian ng teknolohiya ng pagtunaw ng laser powder bed. Sa panahon ng proseso ng pagsusubo ng stress, ang panloob na stress ay unti -unting mawawala o bababa, na sinamahan ng muling pagsasaayos at pagpipino ng mga kristal ng materyal. Maaari itong mapabuti ang plasticity, katigasan, at pag -agaw ng materyal, habang binabawasan ang tigas at lakas nito. Sa gayon pagpapabuti ng pangkalahatang pagganap ng materyal.
Bilang karagdagan, ang pagpapalakas ng pagpapalakas ay maaaring magamit sa mga bahagi ng 3D print metal, na kung saan ay isang operasyon ng pagpainit ng mga bahagi sa napakataas na temperatura at mabilis na paglamig sa kanila, na makakaapekto sa microstructure ng mga bahagi; Karaniwang hinihiling ng pagsusubo ang paggamit ng likido upang palamig ang mga bahagi.

Ang mainit na pagpindot ng isostatic ay isa pang napakahalagang hakbang na hindi maaaring laktawan sa parehong mga aerospace at medikal na aplikasyon. Ang Hot Isostatic Pressing (HIP) ay ang proseso ng paglalagay ng isang produkto sa isang selyadong lalagyan, na nag -aaplay ng pantay na presyon sa produkto sa lahat ng mga direksyon, at sabay na nag -aaplay ng mataas na temperatura. Sa ilalim ng pagkilos ng mataas na temperatura at mataas na presyon, ang produkto ay maaaring maging sintered at densified. Sa pamamagitan ng proseso ng mainit na pagpindot ng isostatic, ang mga depekto ay maaaring matanggal, at ang microstructure at mechanical properties ay maaaring mapabuti.
Ang pag -print ng 3D ay isang aspeto lamang ng pamamaraang ito ng pagmamanupaktura, at ang pananaw na ito ay tinanggap ng karamihan sa mga gumagamit. Lalo na ang mga hakbang na may kaugnayan sa pag-post ng pagproseso o paggamot ng init ay mahalaga sa proseso ng aplikasyon ng mga bahagi, na kinasasangkutan ng kagamitan, temperatura, at mga setting ng oras, na direktang nakakaapekto sa pangwakas na pagganap ng mga bahagi.
Ang Sat Nano ay isa sa pinakamahusay na tagapagtustos ng3D pag -print ng pulbosat serbisyo sa pag -print ng 3D. Maaari kaming mag -alok ng metal powder, haluang metal na pulbos para sa pag -print ng 3D, kung mayroon kang anumang pagtatanong, mangyaring huwag mag -atubiling makipag -ugnay sa amin sa sales03@satnano.com























